Колеса ZGWM полностью кованые с отраслевым лидерством в 10 000 тонн давления. Это означает, что колеса ZGWM прочные, легкие, долговечные все в одном. Это не все, мы используем передовые технологии, чтобы предоставить вам функции, которые гарантируют ваш высокий уровень производительности.
Не все колеса создаются равными.
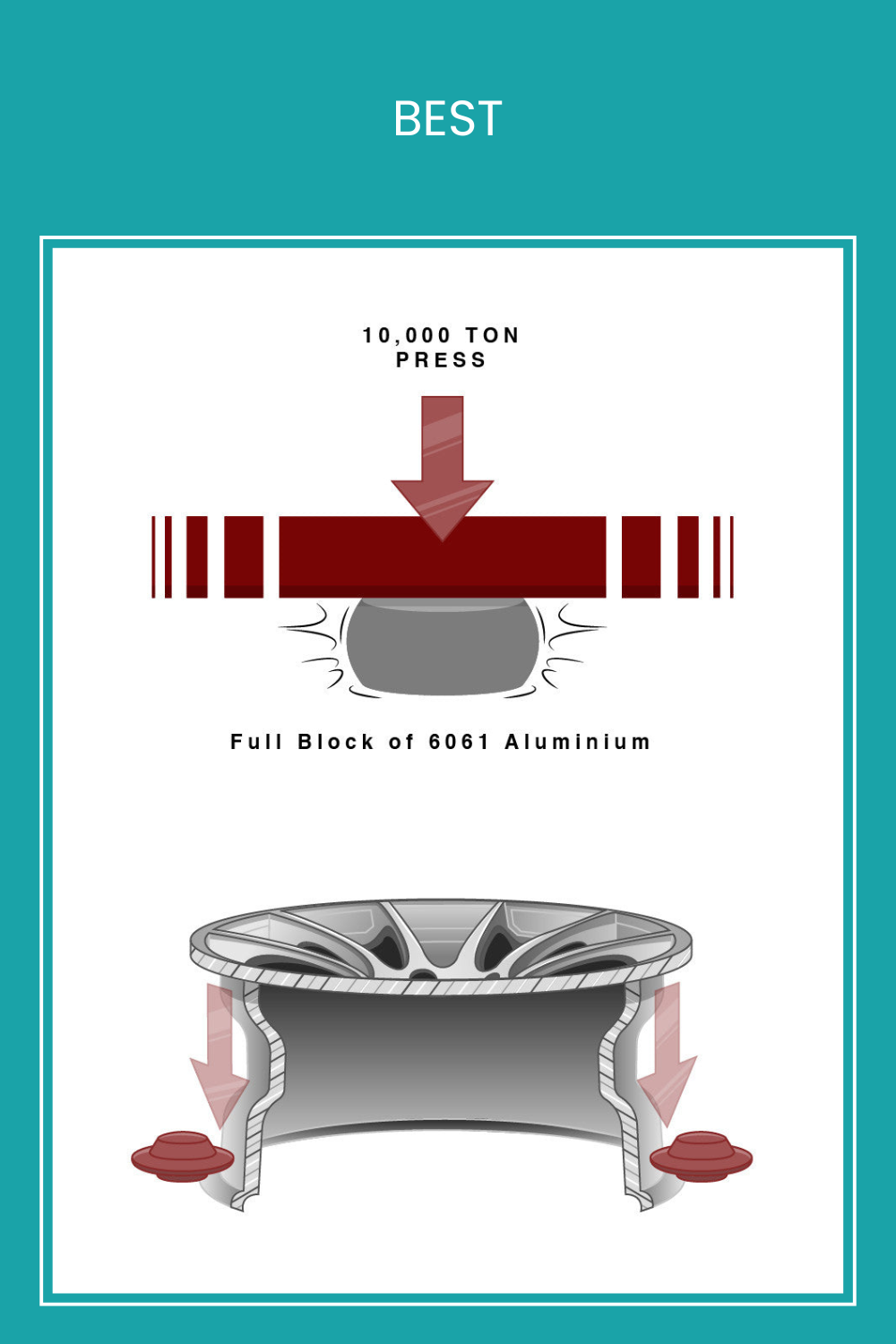
Все колеса Titan 7 полностью кованые. Колесо изготавливается из твердого цилиндра алюминия 6061 авиационного класса. Мы подвергаем цилиндр давлению в 10,000 тонн, что придает колесу его базовую форму, улучшая структуру зерна и общие свойства высококачественного алюминия. Полное отсутствие пористости и плотно организованная микроструктура позволяют создавать удивительные дизайны, вес и прочность.
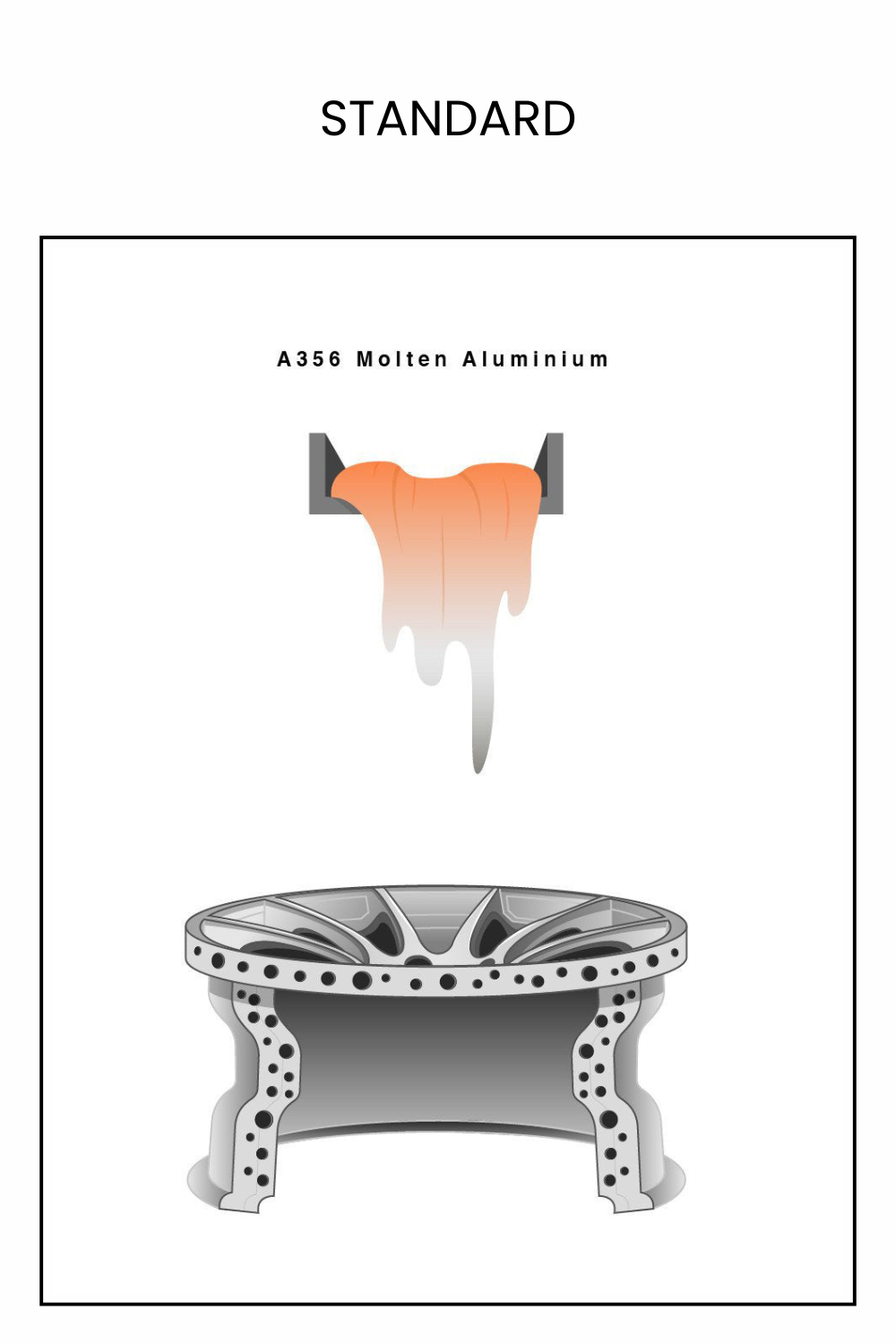
Большинство колес в мире производятся этим методом. Расплавленный алюминий (A356) заливается в форму для создания полной формы колеса. Это самый дешевый способ производства колес, и он достаточно хорош для использования на дорогах, если колесо сделано качественно. Однако, в условиях высокой производительности / трековых испытаний возможная пористость колеса, особенно у более дешевых литых колес, может вызывать трещины, что опасно. Представьте, что вы заливаете тесто для блинов в миску — вы видите, как образуются пузырьки воздуха.
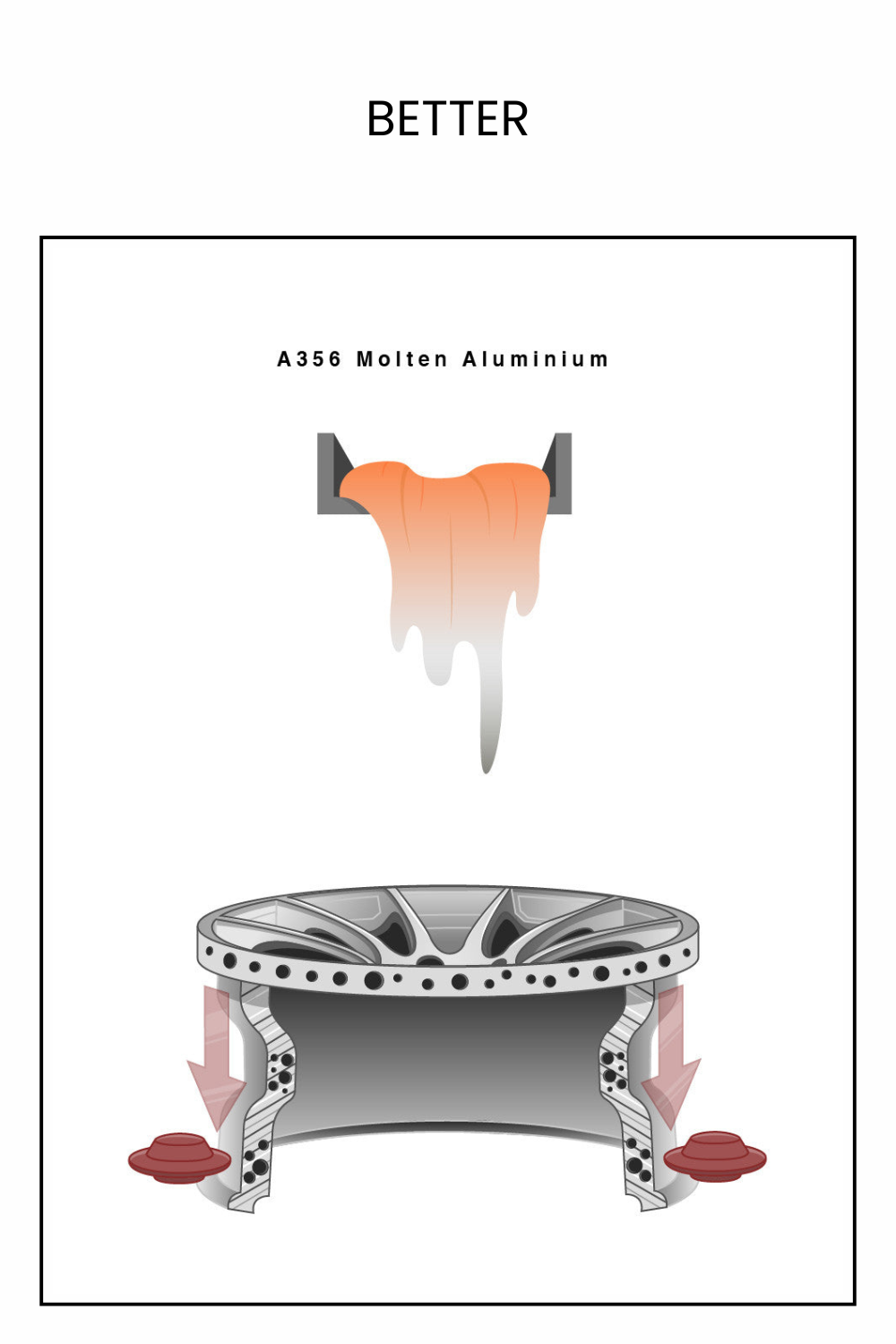
Сегодня метод поточной формовки стал популярным благодаря увеличению плотности обода колеса, который выковывается вращением как ваза. Цена все еще остается в рамках бюджета большинства любителей гонок/треков. Проблема заключается в том, что поточное колесо изначально является отливкой с алюминием класса отливки (A356). Все еще существует вероятность пористости, но это определенно улучшение по сравнению с полностью отлитым колесом.





Все литые диски ZGWM оснащены зубчатым резьбовым седлом, что улучшает сцепление между шиной и ободом. Это предотвращает проскальзывание шины и улучшает сцепление при высокопроизводительной езде.
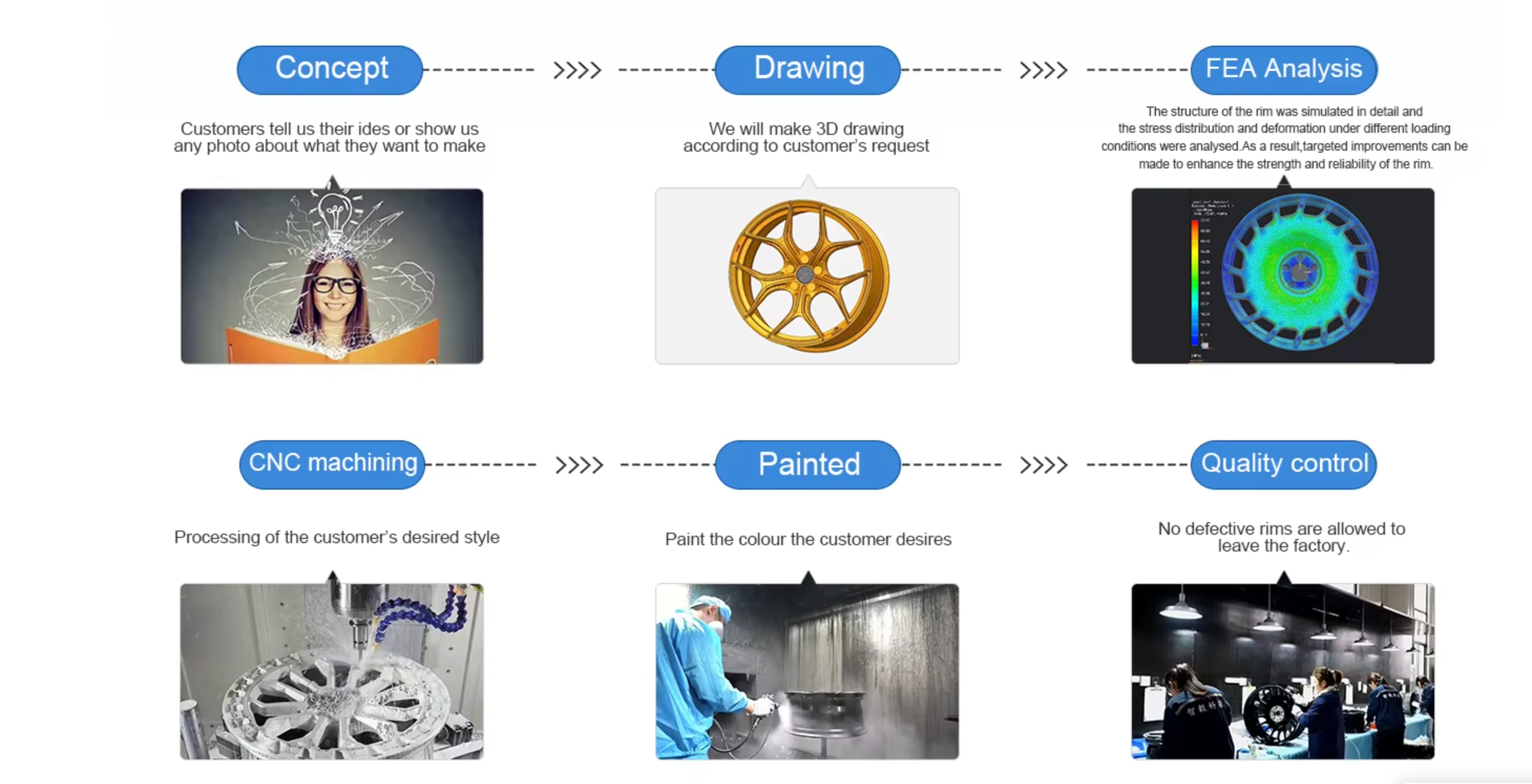
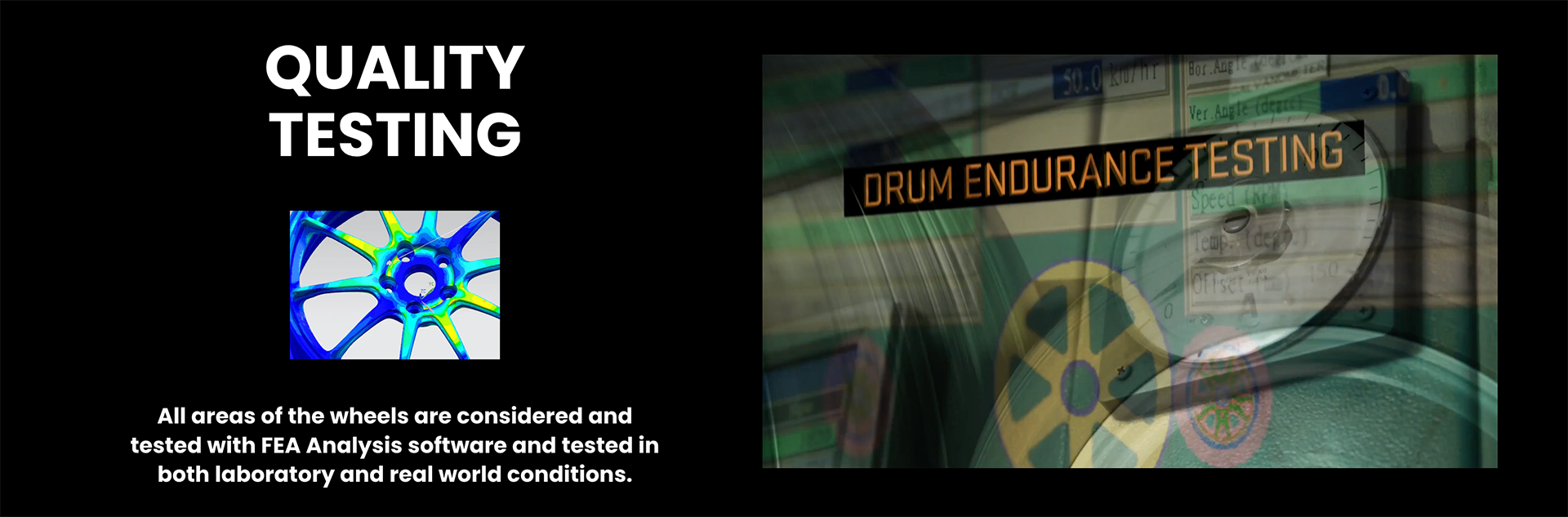
Была проделана кропотливая работа по удалению максимально возможного количества материала, сохраняя его в критически важных областях для обеспечения полной безопасности и надежности. Все области дисков рассматриваются и тестируются с использованием программного обеспечения FEA Analysis, а также испытываются в лабораторных и реальных условиях.
Пример того, как материал удаляется, пока ключевые области сохраняют массу. В данном случае мы добавили кованую массу к внутреннему ободу, чтобы противостоять ударным нагрузкам и изгибу.
Мы сотрудничаем с некоторыми ведущими поставщиками комплектов больших тормозов и удостоверились, что ваши потенциальные обновления для гонок будут учтены. Все колеса разработаны так, чтобы обеспечивать свободное пространство на всех этапах дизайна, сохраняя максимальную вогнутость и привлекательный внешний вид. Обратите внимание на увеличенную бочкообразную часть диска, которая позволяет использовать большие роторы и суппорты.
Мы производим колеса, специфичные для каждой модели автомобиля. В отличие от большинства производителей, мы не создаем универсальные колеса для нескольких машин. Мы учитываем правильный размер колес и шин для оптимальной производительности, а также эстетику автомобиля, чтобы вы не только хорошо ездили, но и выглядели отлично. Наше 100%-ное производство внутри компании позволяет это делать.